")
")
Retrofit HAUSER mit FANUC CNC-Steuerung





Wir sind spezialisiert auf Retrofit von HAUSER Koordinatenschleifmaschinen und haben auf Basis der neusten FANUC CNC-Steuerungen eine zu den älteren HAUSER-Maschinen kompatible Anwendersoftware entwickelt und ein modulares Elektrokonzept erarbeitet. Dank unserer langjährigen Erfahrung können wir Ihnen ein professionelles Retrofit von HAUSER Schleifmaschine anbieten und Sie bei Fragen oder Problemen in allen Bereichen rund um das Koordinatenschleifen unterstützten.
Der mechanische Zustand von älteren Maschinen ist in der Regel immer noch sehr gut, jedoch kann die veraltete Elektronik oder die Steuerungskomponenten altersbedingt nicht mehr repariert oder ersetzt werden. In diesen Fällen kann eine komplette elektrische Modernisierung die Maschine für mindestens die nächsten 20 Jahre zu neuem Leben erweckt werden.
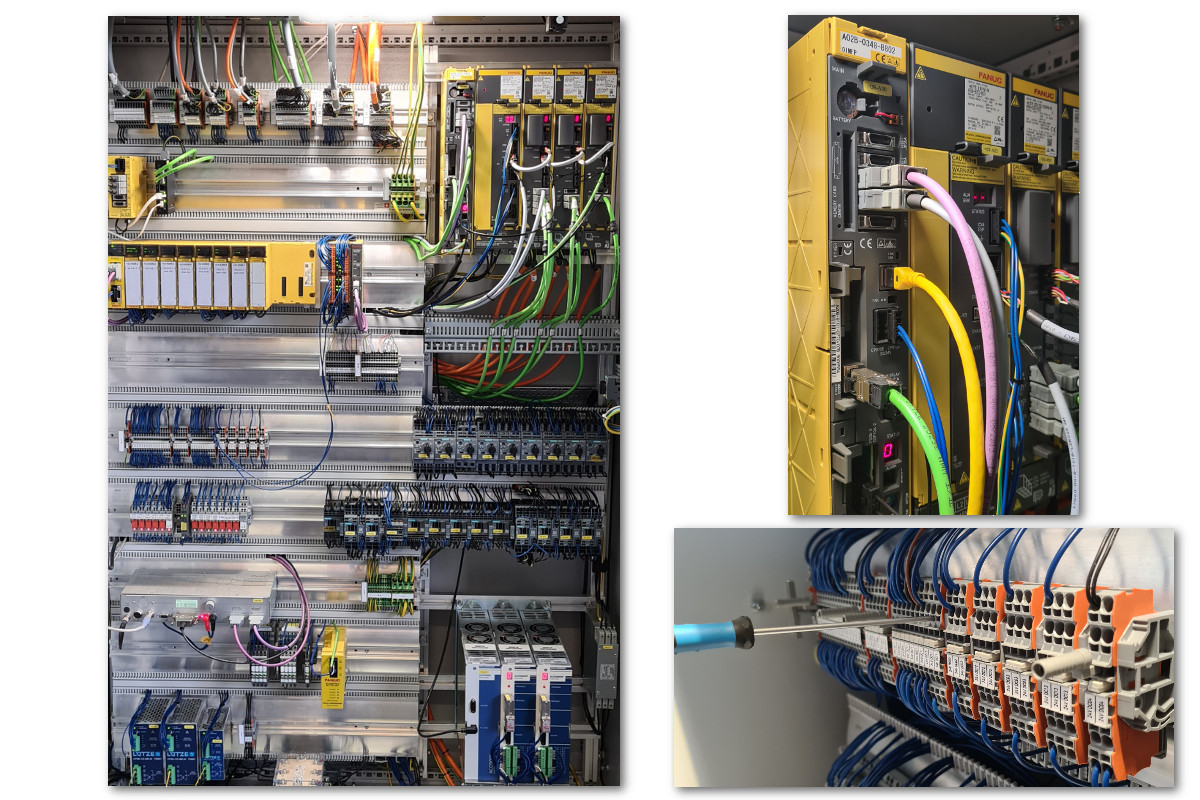
In enger Zusammenarbeit mit FANUC Schweiz verbauen wir die neusten FANUC CNC-Steuerungen mit integrierter Safety. Die Elektrokonstruktion und Maschinensoftware erstellen wir dank unserer Erfahrung selber, daher können wir kundenspezifische Anforderungen problemlos entwickeln.
Die Anwendersoftware beinhaltet diverse Lochschleif- und Konturschleifzyklen, welche über die Eingabemaske parametriert werden können. Dasselbe für die Abricht- und Werkzeugerfassungszyklen. Bestehende NC-Anwenderprogramme von anderen HAUSER-Maschinen mit FANUC Steuerung sind grösstenteils kompatibel.
Mit der neusten Generation von FANUC CNC-Steuerungen kann eine modernisierte HAUSER auch vieles, was eine Neumaschine kann: Luftschleifen verhindern mittels modernster Körperschall-Technologie, integrierte Werkstückprüfung und -einrichtung mittels Renishaw OMP400-Messtaster und Software, Anzeigen und Überwachungen von Prozess-Sensoren (Temperaturen/Durchflüssen/Kraftsensoren/usw.), Anbindung der Steuerung in das lokale Netzwerk, Industrie 4.0-Anwendungen, und und... Dem möglichen Funktionsumfang sind keine Grenzen gesetzt!
Wir verbauen die neusten FANUC CNC-Steuerungen, erstellen einen neuen Elektroschrank und ersetzten die Kabel auf der Maschine, Modernisierung der Pneumatik- und Hydraulikanlage, mechanische Revisionen wo nötig und sinnvoll, Neumalerei falls erwünscht.
CNC-Steuerung und Bedienung
Neuste FANUC CNC-Steuerung mit PANEL iH Pro Bildschirm 15.0" und integriertem PC, Touch Screen und neueste Bedienoberfläche iHMI. Diverse Schnittstellen USB, PCMCIA, Ethernet am Bildschirm oder im Elektroschrank verfügbar. Tastatur MDI QWERTY und Funktionstastatur mit Not-Aus, Schleifspindel- & Vorschub-Override. Integrierte Safety (DCS): Für die Bedienung der Tasten, Not-Aus, Türschalter Überwachung/Zuhaltung, sowie Achsenansteuerung (ohne hydraulische Z-Achse). Zusätzliches Handbediengerät mit Handrad, Not-Aus und Energiezustimmung.

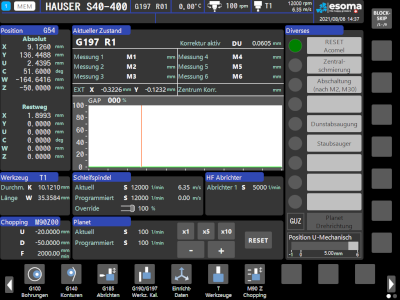
Software für das Koordinatenschleifen
Die von uns entwickelte Software für das Koordinatenschleifen besteht aus diversen Dialogen zur Eingabe der Zyklusdaten, Fortschrittsanzeige und Wartung.
- M90: Hubebenen zu Z-Achse
- G100/G105/G120: Schleifzyklen für Bohrungen/Zapfen
- G140: Schleifzyklus für Konturen
- Diverse Hilfszyklen und M-Codes:
- G190/191/G197: Werkzeugerfassungszyklen
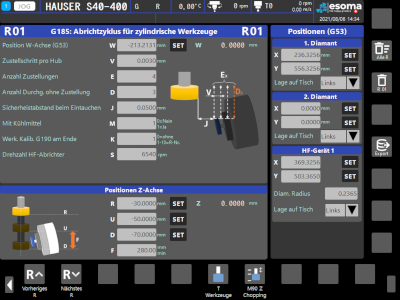
- G185: Abrichtzyklus für zylindrische Werkzeuge
- G60: Position anfahren mittels Spielaufhebung
- G111: Werkzeuglängenkorrektur
- Weitere M-Codes zur Steuerung der Peripherie
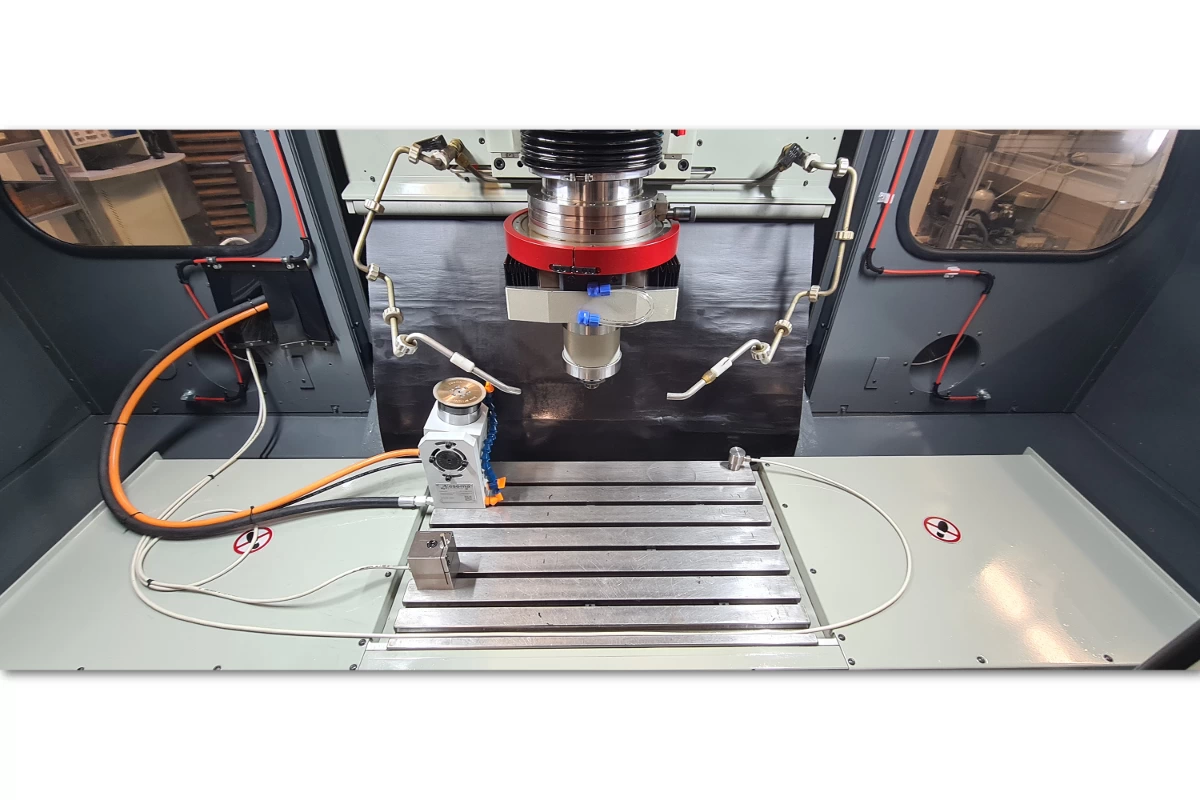
- Messen auf der Maschine mit Renishaw OMP400 Messtaster3D-Messsoftware Inspection Plus adaptiert für Koordinatenschleifmaschinen
- PC-Basierte Anwendersoftware Set and Inspect mit Anzeige der Messdaten (Reporter App) und Program Builder
Bestehen spezielle Anforderungen? Gerne entwickeln wir weitere Schleifzyklen oder Funktionalitäten für Ihre Anwendung. Die Anbindung der CNC in das interne Kundennetzwerk wird standardmässig über den Embedded Ethernet-Anschluss (Kanal 9) realisiert.
Achsen und Messsysteme
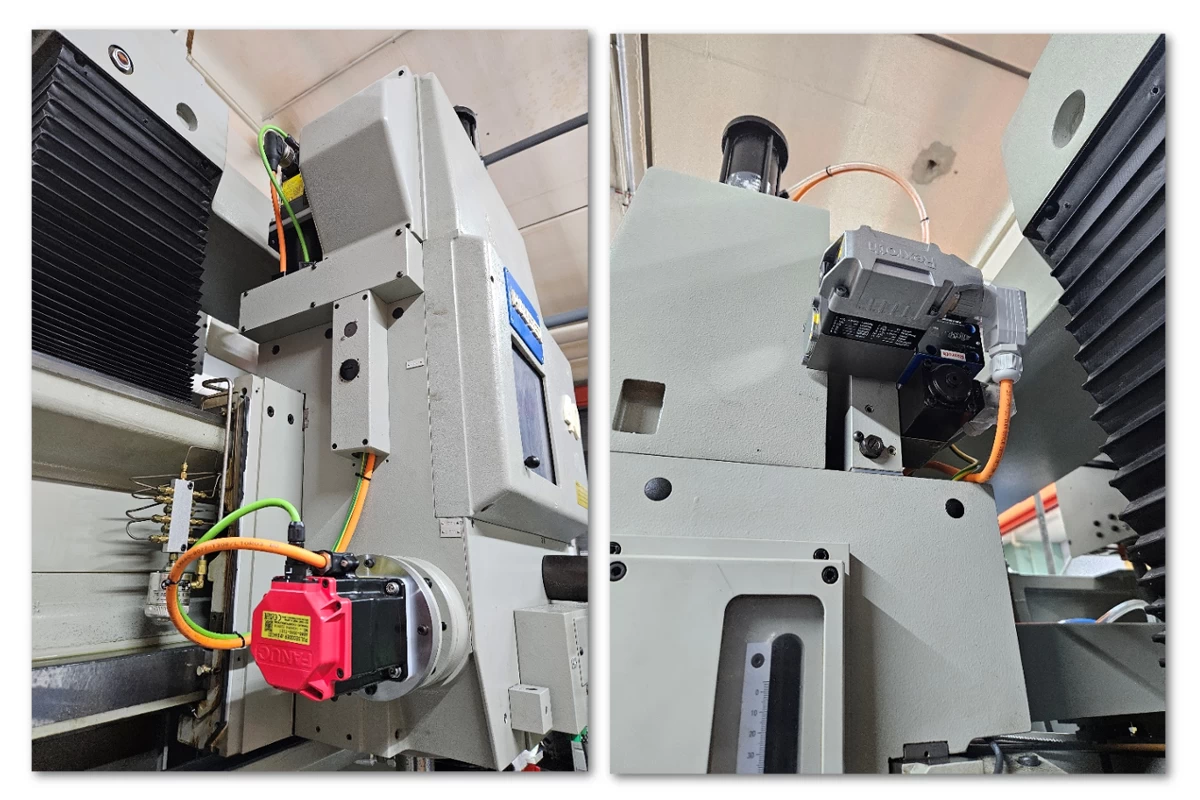
X- und Y-Achse: Anbau der neusten FANUC Servo-Motoren inkl. Adapterflansch. Zusätzlich werden beide Achsen mit einem Glasmassstab ausgerüstet (Heidenhain LC 495F oder mind. gleichwertig)
U- und C-Achse: Anbau der neusten FANUC Servo-Motoren inkl. Adapterflansch. Für Planetar-Bearbeitung kann die C-Achse als Spindel und beim Schleifen von Konturen als Nachführachse eingesetzt werden. Ein allfälliges Einschwenken der bestehenden C-Achse wird dadurch hinfällig und wird entfernt, falls vorhanden. Drehzahl im Planetarbetrieb stufenlos programmierbar.
W-Achse: Die vertikale W-Achse wird mit dem neusten FANUC Servo-Motor inkl. Adapterflansch und integrierter Bremse ausgerüstet. Dadurch kann die W-Achse auch direkt über die Standard- ISO-G-Befehle positioniert und als Werkzeuglängen-Kompensationsachse eingesetzt werden (NC-W). Als zusätzliche Klemmung wird die bestehende Klemmhydraulik eingesetzt und über die Maschinensoftware angesteuert.
Z-Achse mit Proportional-Wegventil (SHZ/NHZ): Die original verbaute Steuerung SHZ/NHZ/NHZ2 wird entfernt und direkt über das Servo-Ventil in die CNC-Steuerung integriert. Dadurch kann die Z-Achse auch direkt über die Standard- ISO-G-Befehle positioniert werden (NC-Z). Die Hydraulikanlage wird wie in der Originalmaschine in die Software der Maschine eingebunden und überwacht. Zusätzlich wird ein Glasmassstab zur Regelung verbaut (Heidenhain LC 495F oder mind. gleichwertig). Positionier- und Oszillationsgeschwindigkeiten werden nach der Original Betriebsanleitung konfiguriert und limitiert.
Z-Achse ohne Proportional-Wegventil: Die Hydraulikanlage wird entfernt und der Hydraulikzylinder der Z-Achse mit einem FANUC Servo-Motor ersetzt. Dadurch kann die Z-Achse auch direkt über die Standard- ISO-G-Befehle positioniert werden (NC-Z). Zusätzlich wird ein Glasmassstab zur Regelung verbaut (Heidenhain LC 495F oder mind. gleichwertig). Positionier- und Oszillationsgeschwindigkeiten werden nach der Original Betriebsanleitung konfiguriert und limitiert.
Sollwert-Anzeige: Bei Linearachse 0.0001mm, bei Rundachsen 0.0001°
Alle Achsennullpunkte bleiben über eine Buffer-Batterie gespeichert, so dass ein Achsen-Referenzieren nach dem Aufstarten der Maschine hinfällig ist.
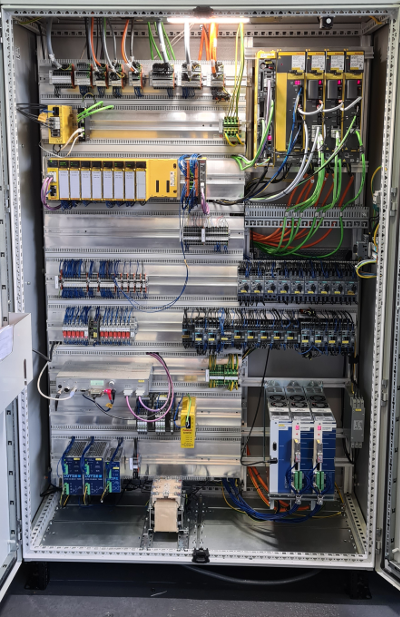
Elektroschrank und Verkabelung
Der Elektroschrank wird komplett neu erstellt und verdrahtet. Die auf der Maschine vorhandenen Kabel werden erneuert und in einem geschlossenen Kabelkanal zwischen Maschine und Elektroschrank geführt.