")
")
Retrofit HAUSER with FANUC CNC controller


We are specialized in retrofit of HAUSER jig grinders and have developed a user software compatible to the older HAUSER machines based on the latest FANUC CNC controls and developed a modular electrical concept. Thanks to our many years of experience, we can offer you a professional retrofit of HAUSER grinding machines and support you with questions or problems in all areas related to jig grinding.
The mechanical condition of older machines is usually still very good, but the outdated electronics or control components can no longer be repaired or replaced due to their age. In these cases, a complete electrical upgrade can give the machine a new lease on life for at least the next 20 years.
In close cooperation with FANUC Switzerland, we install the latest FANUC CNC controls with integrated safety. We create the electrical design and machine software ourselves thanks to our experience, therefore we can develop customer-specific requirements without any problems.
The user software includes various hole grinding and contour grinding cycles, which can be parameterized via the user interface. The same for the dressing and tool measurement cycles. Existing NC user programs from other HAUSER machines with FANUC control are largely compatible.
With the latest generation of FANUC CNC controls, a modernized HAUSER can also do many things that a new machine can: Prevent air grinding (GAP) using the latest structure-borne sound technology, workpiece inspection and setup using probes, display and monitoring of process sensors (temperatures/flow rates/force sensors/etc.), connection of the CNC controller to the local network, Industry 4.0 applications, and and and.... There are no limits to the possible range of functions!
We install the latest FANUC CNC controls, create a new electrical cabinet and replace the cables on the machine, modernization of the pneumatic and hydraulic system, mechanical revisions where necessary and useful, new painting if desired.
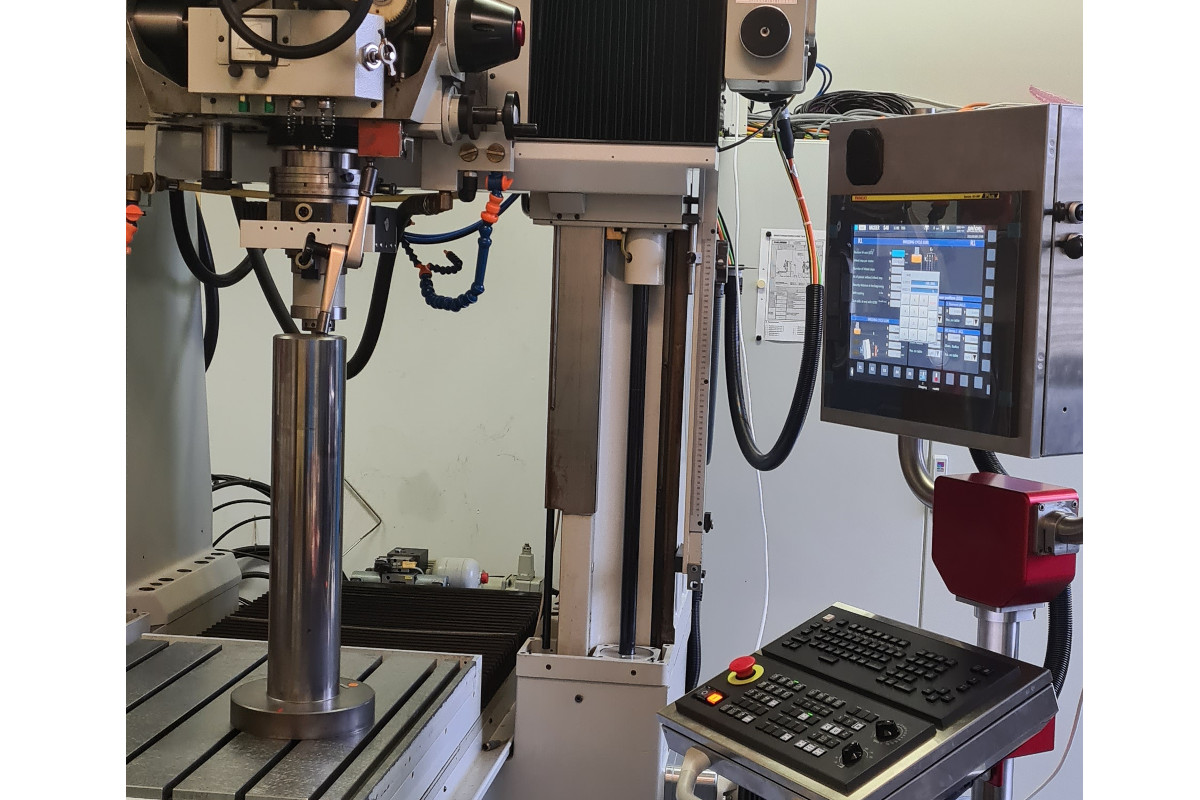
CNC control and operation
Latest FANUC CNC control with PANEL iH Pro screen 15.0" and integrated PC, touch screen and latest user interface iHMI. Various interfaces USB, PCMCIA, Ethernet available on screen or in electrical cabinet. Keyboard MDI QWERTY and function keyboard with emergency stop, grinding spindle & feed override. Integrated Safety (DCS): for key operation, emergency stop, door switch monitoring/locking, and axis control (without hydraulic Z-axis). Additional manual control unit with handwheel, emergency stop and axis power approval.

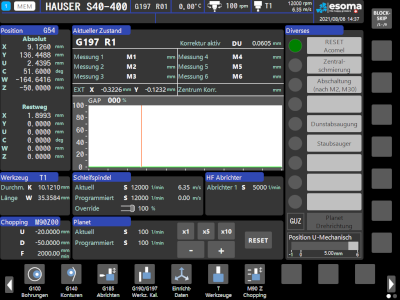
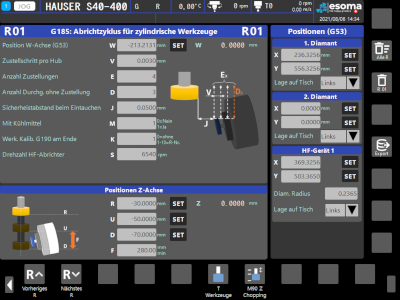
Software for jig grinding
The software we developed for jig grinding consists of various dialogs for entering cycle data, progress display and maintenance.
- M90: Stroke planes for Z-axis
- G100/G105/G120: Grinding cycles for bore/pivot
- G140: Grinding cycle for contours
- Various auxiliary cycles and M-codes:
- G190/191/G197: Tool measurement cycles
- G185: Dressing cycle for cylindrical tools
- G60: Single direction positioning
- G111: Tool length compensation
- Further M codes for controlling the periphery
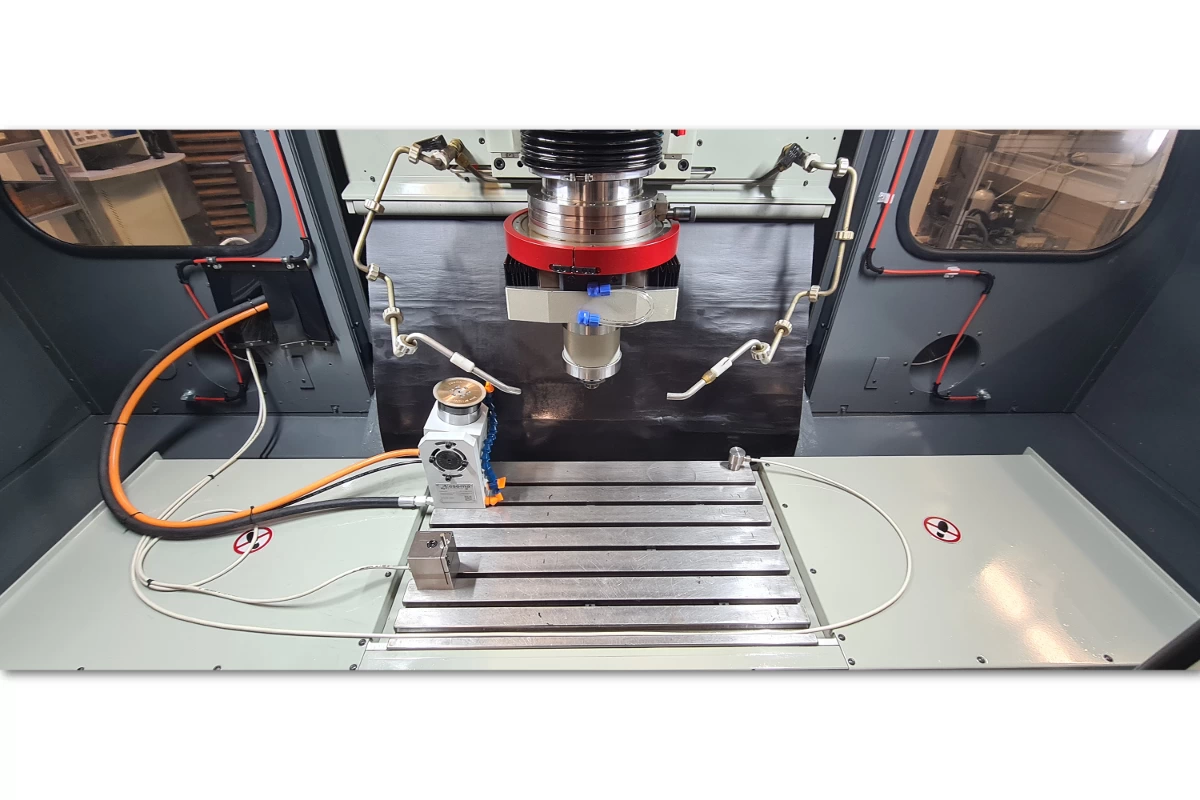
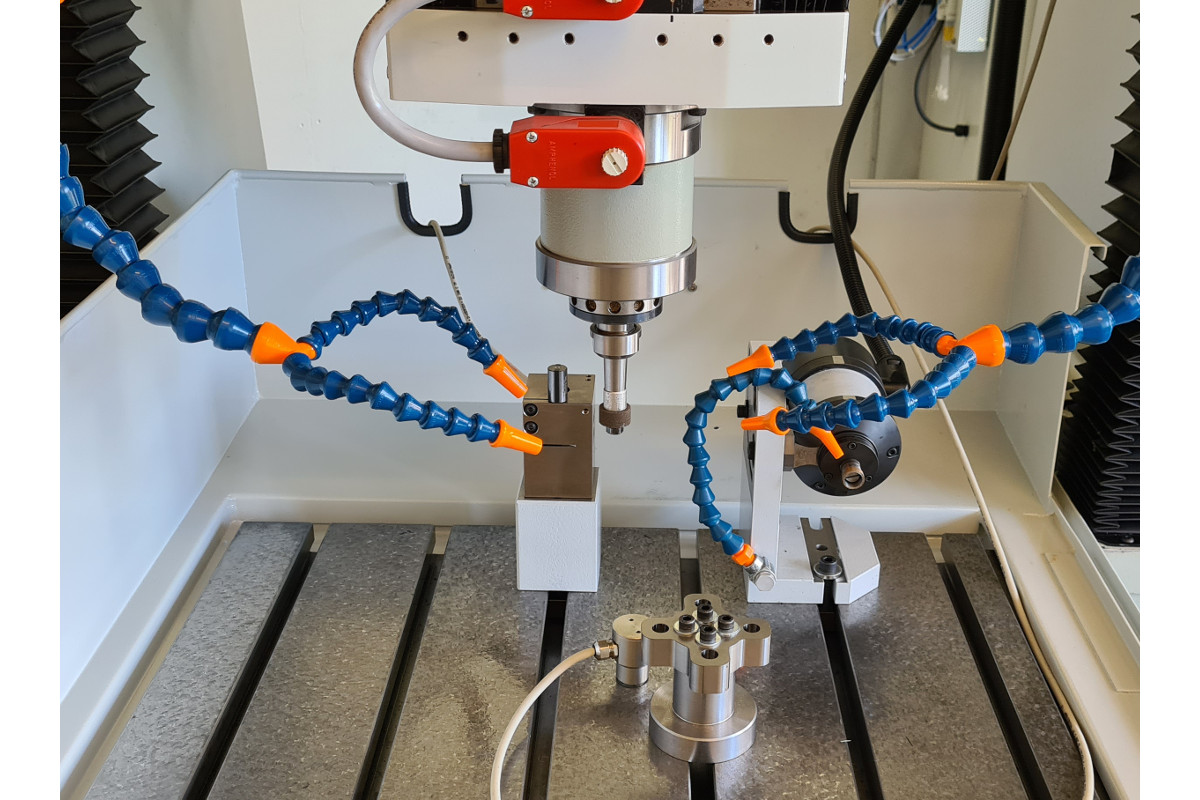
- Measuring on the machine with Renishaw OMP400 probe
- 3D measuring software Inspection Plus adapted for jig grinding machines
- PC-based user software Set and Inspect with display of measurement data (Reporter App) and Program Builder
Do you have special requirements? We would be happy to develop additional grinding cycles or functionalities for your application. The connection of the CNC to the internal customer network is realized as standard via the embedded Ethernet connection (channel 9).
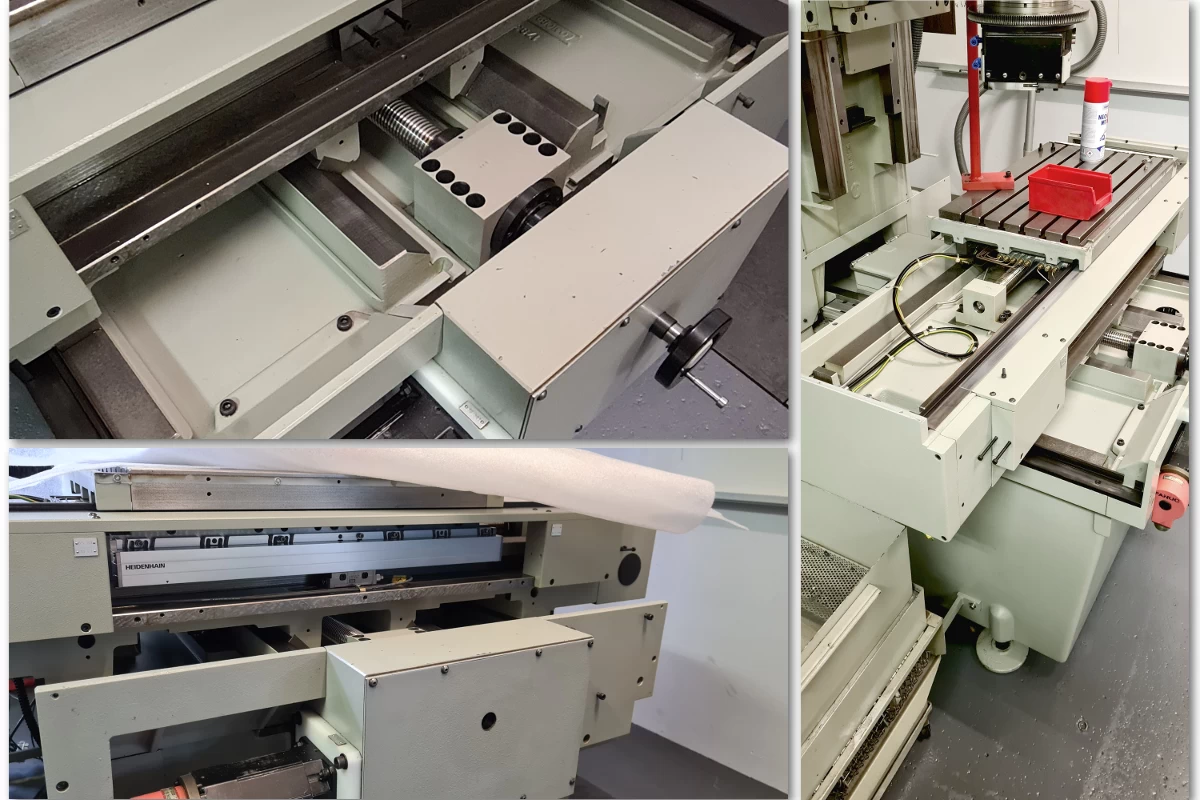
Axes and measuring systems
X- and Y-axis: Installation of the latest FANUC servo motors incl. adapter flange. In addition, both axes are equipped with a glass scale (Heidenhain LC 495F or at least equivalent).
U- and C-axis: Installation of the latest FANUC servo motors incl. adapter flange. For planetary machining, the C axis can be used as a spindle and, when grinding contours, as a tracking axis. Any swiveling in of the existing C-axis becomes obsolete and is removed, if present. Speed infinitely programmable in planetary mode.
W-axis: The vertical W-axis is equipped with the latest FANUC servo motor incl. adapter flange and integrated brake. This means that the W-axis can also be positioned directly via the standard ISO-G commands and used as a tool length compensation axis (NC-W). The existing clamping hydraulics are used as additional clamping and controlled via the machine software.
Z-axis with proportional directional valve: The originally installed SHZ/NHZ/NHZ2 control is removed and integrated directly into the CNC control via the servo valve. This means that the Z-axis can also be positioned directly via the standard ISO-G commands (NC-Z). The hydraulic system is integrated into the machine's software and monitored as in the original machine. In addition, a glass scale is installed for control (Heidenhain LC 495F or at least equivalent). Positioning and oscillation speeds are configured and limited according to the original operating instructions.
Z-axis without proportional directional valve (DR machines): The hydraulic system is removed and the hydraulic cylinder of the Z-axis is replaced with a FANUC servo motor. This also allows the Z-axis to be positioned directly via the standard ISO-G commands (NC-Z). In addition, a glass scale is installed for control (Heidenhain LC 495F or at least equivalent). Positioning and oscillation speeds are configured and limited according to the original operating instructions.
Increment system: For linear axis 0.0001mm, for rotary axes 0.0001°
All axis datums remain stored via a buffer battery, so axis referencing after machine startup is unnecessary.
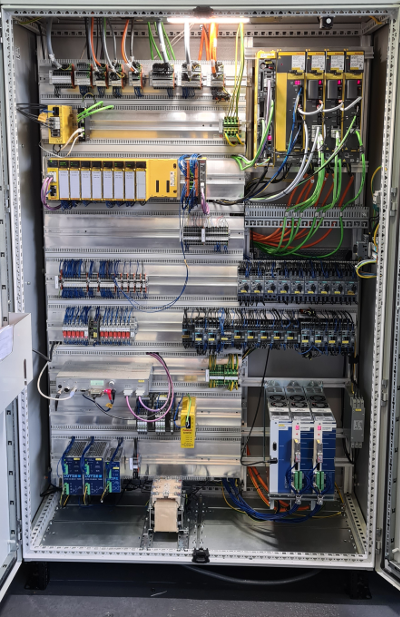
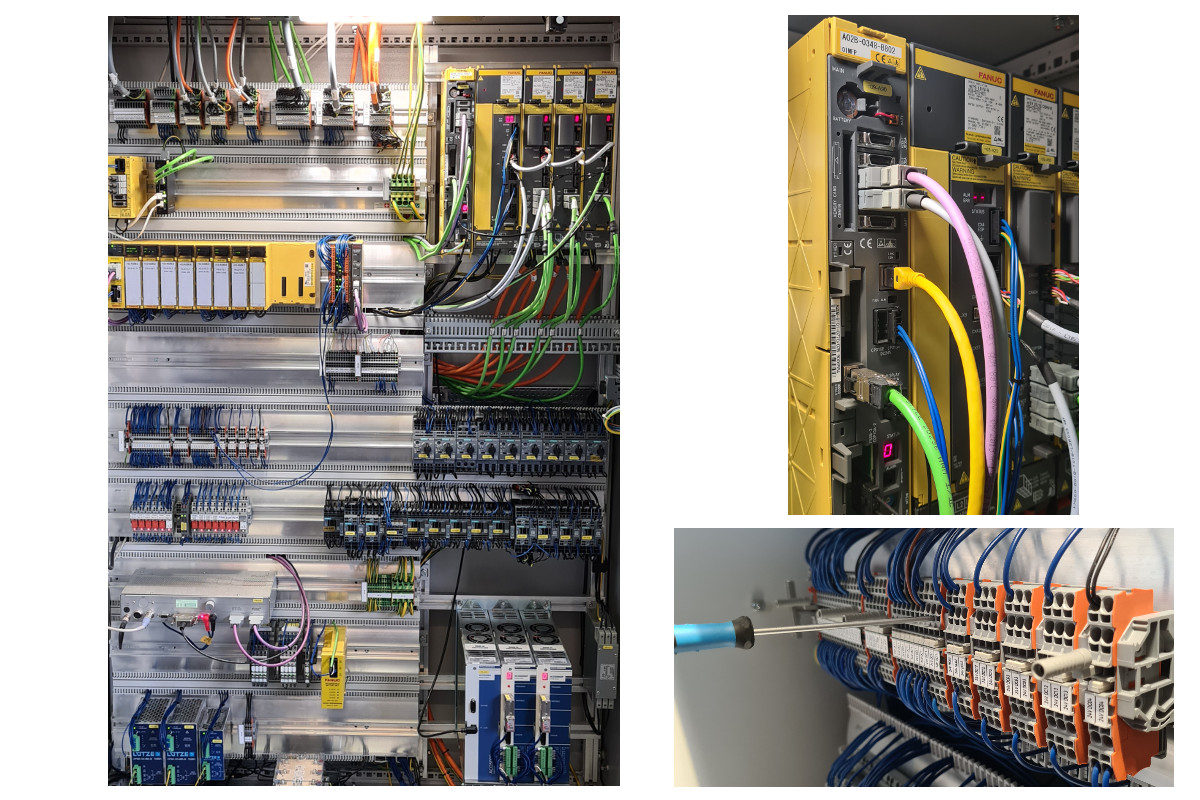
Electrical cabinet and wiring
The electrical cabinet is completely rebuilt and wired. The existing cables on the machine are renewed and routed in a closed cable duct between the machine and the electrical cabinet..